Arte
Estacas pranchas de aço são seções estruturais longos fornecidos com um sistema de bloqueio que permite a construção de muros de suporte contínuos. As seções estaca prancha mais comuns são: Z-seções, U-seções, co-seções, seções-web plana e nas secções H ou duplo-T.
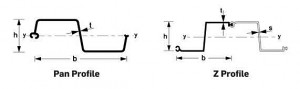
Z-secção Estacas pranchas incluem uma primeira flange, uma segunda aba, que é substancialmente paralelo ao primeiro rebordo, uma teia inclinado, um primeiro canto aderir a teia à primeira flange, um segundo canto aderir à teia para o segundo flange, em que cada um dos cantos tem um ângulo de abertura maior do que α 90 °, de preferência na gama de 110 ° a 140 °. As arestas longitudinais das abas são geralmente equipados com meios de acoplamento para fins de bloqueio. Em claro contraste com outras seções estaca prancha, pranchas Z-seção estacas não tem um plano de simetria.
É bem conhecido na arte para a produção de pranchas de secção Z-estacas por um processo de laminagem a quente, a partir de placas ou, mais recentemente, a partir de moldes de viga.
Pat EUA. No. 5.671.630 descreve um método para enrolar tais pranchas Z-secção estacas a partir de um feixe em branco. De acordo com este método, um pré-molde da prancha estaca é rolado com pré-moldes curvos da teia e as flanges. A pré-forma curva da banda compreende: duas secções de transição Web / flange, que são substancialmente secções planas paralelas ao plano de rolamento; uma secção média, a qual é uma secção substancialmente plana que define um ângulo de cerca de 60 ° com o plano de rolamento; e dois conectando arcos, ligando as secções de transição web / flange para a parte do meio oblíqua. Os substancialmente “J” pré-formados -shaped das flanges permitem rolar os meios de acoplamento perto do plano de rolamento neutro. Em uma última etapa de rolamento, as pré-formas curvas da web e as flanges são endireitados para formar o acabado de seção Z estaca prancha.
É bem conhecido na arte que ranhuras rolos usados para a laminagem de secção Z-estacas folha tem um tempo de vida relativamente curto. Devido à ausência de simetria de espelho na sua secção, uma tem de produzir um lado da estaca-prancha secção Z num sulco profundo do rolo superior e do outro lado numa ranhura profunda do rolo inferior. Tais contornos extremos espaço entre os cilindros resultar em que as superfícies do cilindro são rapidamente desgastado e em que as possibilidades para a sua reformulação são bastante limitadas. Eles também aumentar o risco de uma fractura rolo.
Consequentemente, há uma necessidade de um método para laminar uma estaca-prancha secção Z em que os cilindros têm um tempo de vida mais longo e ficam menos expostas a uma fractura rolo.
Resumo da invenção
A invenção propõe um método para a laminagem a quente de uma prancha estaca transversal Z que tem um primeiro rebordo, uma segunda aba, que é substancialmente paralelo ao primeiro rebordo, uma teia inclinado, um primeiro canto aderir à teia para o primeiro rebordo, uma segunda curva aderir a teia à segunda flange, em que cada um dos cantos tem um ângulo de abertura maior do que α 90 °, de preferência na gama de 110 ° a 140 °. O método proposto compreende os passos de: (1) a enrolar um pré-molde curvo da teia em intervalos de rolos sucessivos definida por pelo menos um par de rolos que compreende um rolo superior de gola e um rolo inferior ranhurada, em que um pré-molde do primeiro canto e um adjacente primeira parte da pré-forma curva da teia são transformadas numa primeira ranhura do rolo superior, em que este último tem, por exemplo o seu diâmetro mínimo, e um pré-molde do segundo canto e uma segunda parte adjacente da pré-forma curva da teia são transformadas numa primeira ranhura do rolo inferior, em que este último tem, por exemplo, o seu diâmetro mínimo; e (2), subsequentemente, endireitando o pré-molde curvo da teia entre um rolo de endireitar superior e um rolo inferior de endireitamento. De acordo com um aspecto da presente invenção, pelo menos nos últimos lacunas rolling rolo a pré-forma curva da banda, o diâmetro do rolo inferior diminui de uma maneira descontínua, no intervalo entre a primeira ranhura no rolo superior e o primeiro ranhura no cilindro inferior, e o diâmetro dos aumentos de cilindro superior de modo complementar. Diminuindo de maneira descontínua significa que o diâmetro do rolo inferior não diminuir continuamente; isto é, existem porções intermédias do rolo inferior no intervalo em questão, em que o diâmetro decrescente inicialmente permanece substancialmente constante, e / ou em que se aumenta antes de diminuir outra vez. Em outras palavras, no intervalo entre a primeira ranhura no rolo superior e o primeiro sulco no rolo inferior, o diâmetro do rolo diminui, por exemplo, inferior de uma forma em degraus e / ou de forma ondulada. Segue-se que menos espaço vertical é necessária para enrolar a pré-forma da teia; isto é, os diâmetros mínimo dos dois rolos pode ser maior do que com qualquer método da técnica anterior de laminagem de folha de pilhas em forma de Z. Consequentemente, o contorno espaço entre os cilindros pode ser retrabalhado com mais frequência, antes de os diâmetros mínimos dos rolos reduzir além de um valor limite. Além disso, entalhes menos profundos nos rolos também resultar em binários de laminagem mais pequenos e, em velocidades de superfície mais igual ao longo do contorno do espaço entre os cilindros, isto é, em menos desgaste mecânico das superfícies dos rolos. Em resumo, com o método proposto, os rolos desgastam menos mais rápido e deve ser reformulado com menos frequência, mas, devido a um maior diâmetro-pode mínimo até mesmo ser reformulado com mais frequência do que com qualquer método da arte anterior para rolar pranchas Z-seção estacas. Por último, mas não menos importante, sulcos menos profundos nos rolos também reduzem substancialmente o risco de uma fratura roll. Por conseguinte, com o método proposto, o esperado tempo de vida total dos rolos pode ser aumentada substancialmente. Finalmente, será ainda apreciado que o método proposto permite a utilização de uma laje relativamente fino como um produto de partida para laminar uma estaca-prancha secção Z.
Numa forma de realização preferida, o diâmetro do rolo inferior diminui, no intervalo entre a primeira ranhura no rolo superior e o primeiro sulco no rolo inferior, numa forma ondulada, de modo a ter neste intervalo de, pelo menos, um intermediário valor máximo e um valor mínimo intermediário. Isto significa, por exemplo, que uma terceira parte da pré-forma curva da banda, que está localizada entre a primeira parte e a segunda parte, é formado, em parte, uma segunda ranhura do rolo inferior, e, em parte, numa segunda ranhura do rolo superior. Devido ao facto de laminagem da pré-forma curvada da teia é colocado sobre, pelo menos, duas ranhuras no rolo superior e, pelo menos, duas ranhuras no rolo inferior, estas ranhuras podem ser menos profunda, ou seja, os diâmetros mínimo dos dois rolos pode ser maior.
Numa outra forma de realização, no intervalo entre a primeira ranhura no rolo superior e o primeiro sulco no rolo inferior, o diâmetro das diminuições rolo inferior, em seguida, mantém-se constante, antes de diminuir ainda mais. Isto significa, por exemplo, que uma terceira parte da pré-forma curva da banda, que está localizada entre a primeira parte e a segunda parte, é formado entre as porções substancialmente cilíndrica do rolo superior e o rolo inferior. Devido ao facto de a parte do meio da pré-forma curvada da teia é enrolada, pelo menos parcialmente entre as secções rolo substancialmente cilíndrico, menos espaço vertical é necessária para enrolar a pré-forma da teia; isto é, os diâmetros mínimo dos dois rolos pode ser maior do que com qualquer método da técnica anterior de laminagem de folha de pilhas em forma de Z.
Se a linha de centro de um rolo é definido como sendo o eixo (linha) sobre o qual gira o rolo (isto é, a linha que passa pelos centros dos dois moentes do rolo) e o diâmetro nominal de um rolo num par de cilindros está definido como sendo a distância mínima vertical entre as linhas de centro dos cilindros do par de cilindros, o diâmetro mínimo do rolo inferior na sua prática acima mencionada segunda ranhura é de preferência menor do que o diâmetro nominal do cilindro inferior e de preferência maior do que o mínimo diâmetro do rolo inferior na sua primeira ranhura; e / ou o diâmetro mínimo do rolo superior em ITS-supracitada segunda ranhura é de preferência menor do que o diâmetro nominal do cilindro superior, e de preferência maior do que o diâmetro mínimo do rolo superior na sua primeira ranhura.
(This article comes from FreePatentsOnline.com editor released)